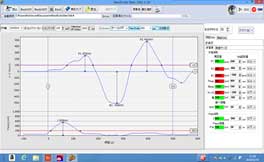
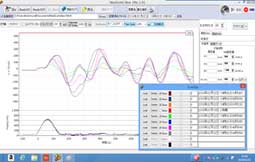
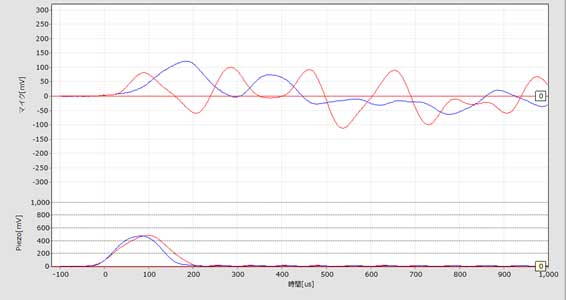
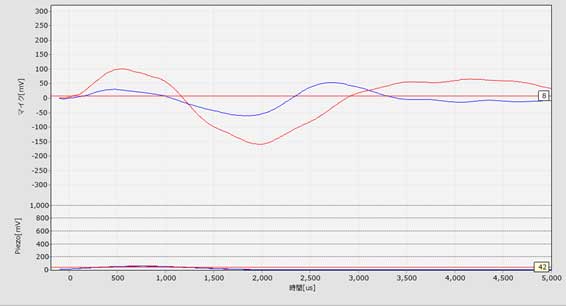
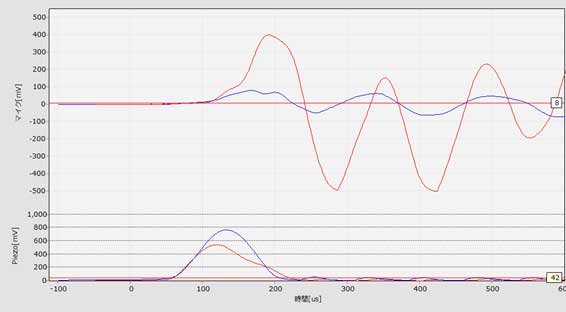
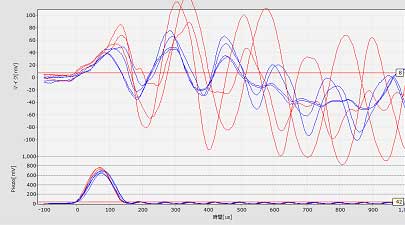
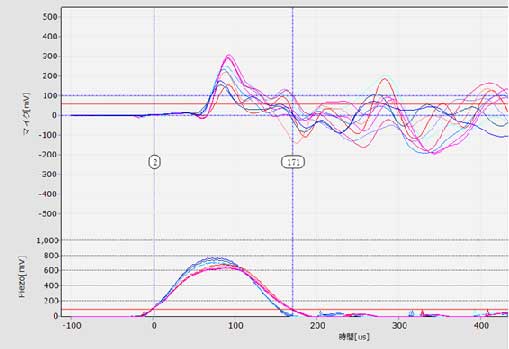
非破壊打音解析装置「NEW EVOTIS」 各種打音試験を数値化できるため、弊社の打音検査装置に関するお問合わせが増えています。このご要望に応えるため、この度、打撃力による検査装置と打音による検査装置の両方の機能を備えた、波形取得表示、波形解析装置の販売を開始致しました。 この装置は標準仕様で人による、波形の特徴抽出、パラメータ設定検討といった研究開発用途が主目的ですが、波形を見ながら、現場での良否判断も可能です。 装置全体 打撃ハンマ近傍に音響マイクを備え、打撃ハンマによる打撃力の波形とマイクによる音響波形を取得取得波形はパソコンに転送され同一画面に表示(上段:音響波形 下段:打撃力波形)波形はリアルタイム表示と共にパソコン内に蓄積可能で、呼び出されたデータは色別に8種類までパソコン画面上重複表示が可能 EVOTISとは北米にいる大きな耳を持つ「こうもり」のことです。なお、この製品は各種カスタマイズが可能です。 この装置は(株)フジタ 東工大との共同開発の技術を使用しています。特許: 第6685086号、第6805445号、第6805446号 他 装置全体(収納状態) 画像表示例 (リアルタイム表示) 画像表示例 (結果の重ね合わせ表示) 打音・圧電センサー観測波形例 非破壊打音解析装置NEW EVOTISでの各種波形解析例です。 例1 モルタル面 表面下10mmに空隙のある箇所=不良 <音波波長の差> 青線データが良好箇所、赤線波形が不良個所、マイク波形第1波の波長にて明瞭に差があります。空隙上では高い音(波長が短)が発生。 例2 積層ゴム素材 積層に剥離がある箇所=不良 <音波波高値の差> 青線データが良好箇所、赤線波形が不良個所、マイク波形第1波の波高値に差があります。圧電センサー出力は小さい(柔らかい素材のため)。 例3 タイル面 タイル下に空隙がある箇所=不良 <音波波高値の差> 青線データが良好箇所、赤線波形が不良個所、マイク波形第1波の波高値に明瞭に差があります。また圧電センサー出力の波高値も差があります。 例4 セラミック材料 空隙のある箇所=不良 <音波波高値の差> 青線データが良好箇所、赤線波形が不良個所、マイク波形波高値にて明瞭に差があります。 例5 金属板の接着状態 剥離個所=不良 <打撃反発力の差> 青・緑線データが良好箇所、赤線波形が不良個所、上のマイク集音波形では、良否判定は困難ですが、圧電センサー波形では明らかに不良個所で波形幅が広がる(反発力が弱い)傾向があります。 解説 被試験体の性質により、集音周波数は大きく違いますが、集音波形の周波数または波高値、さらにはその組み合わせなどで、良好箇所・不良個所で波形差が出ます。 また第1波形の付近で大きく差が無い場合にも、数msの間の集音波形全体での、AIによる波形パターン解析で差を発見出来る場合もあります。 音では良否判定難しい場合でも、積層材の剥離など、圧電センサー出力の差(反発力の差)で良否判定が可能な場合があります。 カスタマイズ例 <現場でPC無しで良否判断できるようなカスタマイズ例:各種LCD操作画面追加>